



Antwort Jak svařovat tenké plechy? Weitere Antworten – Čím svařovat tenký plech

Slabé plechy, trubky a profily z hliníkových slitin se nejčastěji svařují metodou TIG. Je nutné použít střídavý proud, který napomáhá odstraňování oxidů hliníku z místa svařování. Ochranným plynem je argon, někdy je vhodné použít směs argonu s heliem (např. HELISTAR He30) pro svaření dílů rozdílných tlouštěk.Tedy budeš svářet 2 mm tenký plechy k sobě, musíš mezi nimi mít mezeru maximálně 0,2 mm !! Další radou je vybírat správné svářečky a přídavné materiály – svářecí dráty nebo elektrodu na sváření. Při sváření tenkých plechů je často vhodné použít TIG svářečku, která umožňuje velmi přesné a čisté sváry.Svarové plochy musí být zbavené všech nečistot a mastnoty. Oblouk zapálíme lehkým kontaktem o svařované místo a následným oddálením cca 5 mm. Dochází k roztavení kovu a vzniká svarová lázeň. Elektrodu mírně táhneme a současně mírně pohybujeme do stran, udržujeme předepsanou vzdálenost oblouku.
Jak svářet obloukem : Při svařování elektrickým obloukem slouží elektroda jako anoda (kladný pól / +) a obrobek jako katoda (záporný pól / -). Pomocí svorky se jeden pól spojí s obnaženou částí obrobku a druhý pól s držákem elektrod, kterým se konec elektrody vede po místě sváru. Tím dochází ke zkratu a vzniká elektrický oblouk.
Čím svářet plechy
Tungstenový inertní plyn (TIG)
Je to také dobrý způsob, jak svařovat tenké plechy a dosáhnout tak požadovaného vzhledu. TIG je nejtěžší se naučit, ale není to nemožné. TIG svařovací zdroje mohou svařovat různé kovy, ale pokud chcete pomocí TIG svařovat hliník, pak je vyžadován stroj s AC / DC schopnostmi.
Jak svařit pozinkovaný plech : Pozink nelze dobře svařit, pokud se zinek neočistí. Jedinou možností bez čištění, a je to celkem novinka, je speciální elektroda, kterou lze svařit pozink i bez čištění.
Rutilové elektrody J421 jsou ideální pro svařování tenkých plechů z nelegovaných konstrukčních ocelí, nabízejí vysokou kvalitu svařence a výhodný poměr cena/výkon.

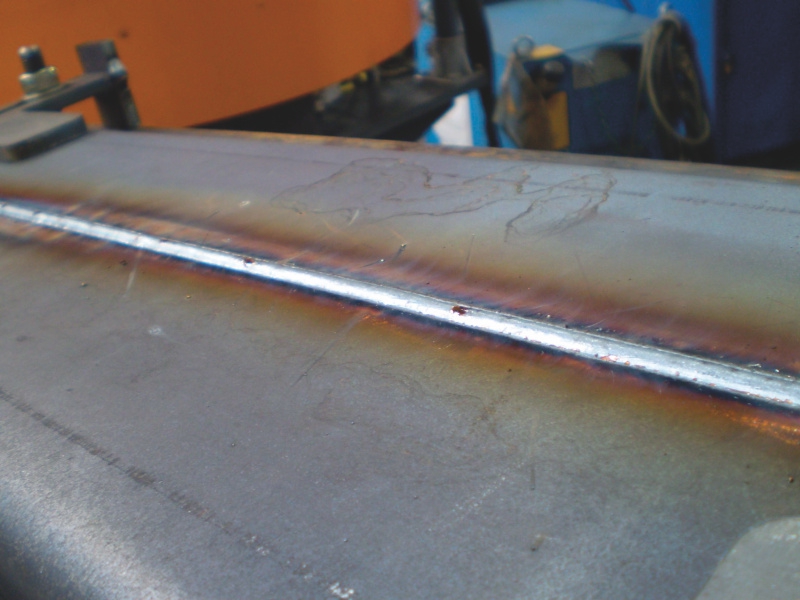
Dobrý svár by měl vypadat nějak takto. Je rovnoměrný, ani příliš vysoký, ani roztrhaný. Byla dodržena rychlost pohybu i vzdálenost elektrody od svařovaného materiálu. Svařovaný materiál je stejnoměrně prohřátý.
Proč se mi lepí elektroda
V případě špatného zapojení a špatného výběru obalené elektrody bude svářečka velmi špatně nebo dokonce vůbec svářet nebude. Elektroda se bude nejen lepit, špatně zapalovat, špatně rozlévat, nebude držet oblouk a i výsledný svár nebude stát za nic.Hoření elektrického oblouku při svařování
| Metoda svařování | Teplota [°C] |
|---|---|
| Svařování pod tavidlem | 6200–7800 |
| Svařování netavící se elektrodou | 6200–9000 |
| Svařování v ochranné atmosféře tavící se elektrodou | 8000–15 000 |
| Svařování plazmatem | 20 000–25 000 |
Přibližná doba použití: Láhev o objemu 8 litrů naplněná na 200 barů při průtoku nastaveném na 8 l/min vydrží zhruba na 200 minut sváření.

Nejlépe pomocí úhlové brusky a brusiva s brusným nebo lamelovým kotoučem. Mysleme na to, že pokud kov očistíme od zinku, je po dokončení sváření potřeba ocel opět pozinkovat. Důvodem je, že ocel ztratí ochranný povlak a je pak náchylnější ke korozi. Pozink nelze dobře svařit, pokud se zinek neočistí.
Čím řezat pozinkovaný plech : Pro dělení výše zmiňovaných materiálů se nejlépe hodí klasické klempířské nůžky nebo nůžky elektrické. Dělit takto můžete plechy lakované i pozinkované, rovný materiál, trapéz i takzvaný taškoplech. Nejrychlejší je práce s elektrickými nůžkami – i tady ale pozor na zrak, vždy mějte na očích ochranné brýle.
Jak vybrat průměr elektrody : Pro materiál o síle 1 mm je obvykle dostatečná elektroda o průměru 1,6 mm, zatímco pro materiál o síle 6 mm bys měl sáhnout po elektrodě o průměru 2,4 mm nebo 3,2 mm. Zvaž typ proudu: Pro stejnosměrný proud ( DC ) můžeš použít menší průměry, protože proud se soustředí na menší plochu.
Jaký proud při svařování
Při nastavení a volbě svařovacího proudu je nutné uvažovat jak silné (tloušťka stěny svařovaných dílů) materiály budeme svařovat. Pro malé tloušťky cca 2 mm použijeme malý svařovací proud např. pro průměr elektrody 2,5 mm cca 60 A, ale pro tloušťku materiálů 10 mm už musíme použít svařovací proud 80 A.

Rutilky způsobují menší rozstřik a snadněji se odstraňuje struska oproti bazické elektrodě. Zvlášť nutné jsou rutilové elektrody pro trafo svářečky s nízkým zapalovacím napětím ale jsou vhodné i pro invertory. U invertoru si jen dáme pozor na správné zapojení kabelů pro rutilové elektrody ( takzvaně změníme polaritu ).Přiložte elektrodu k základnímu materiálu a lehce škrtněte, podobně jako běžnou zápalkou. Tím zapálíte elektrický oblouk. Ihned po zapálení oblouku elektrodu oddalte přibližně 5 mm od základního materiálu, aby nedošlo k přilepení elektrody.
Jaký proud při svařování CO2 : Jak nastavit svářečky MIG/MAG – CO2
| Materiál = mm | Svařovací napětí V | Svářecí proud A |
|---|---|---|
| 1,5 | 18,0 – 19,0 | 80 – 90 |
| 2,0 | 19,0 – 20,0 | 100 – 110 |
| 3,0 | 19,0 – 21,0 | 130 – 150 |
| 5,0 | 21,0 – 23,0 | 170 – 190 |